是否批发是
适用机床加工中心
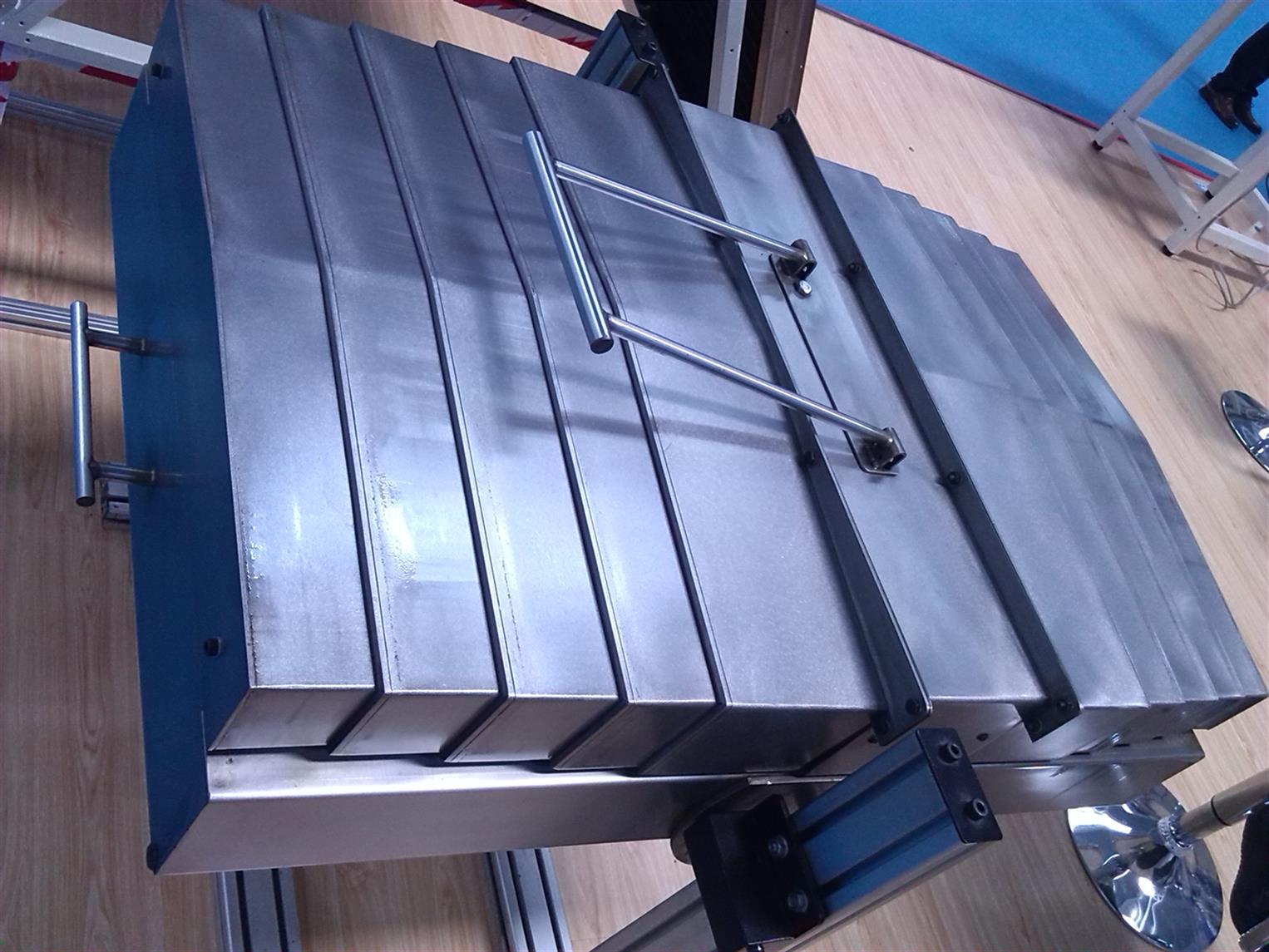
样式钢板防护罩
防护部位导轨
是否定做是
沧州欧创机床附件之所以能够长期给人与众不同的行为识别,企业的成员能有与众不同的精神风貌,关键是企业有与众不同的企业理念。我们企业本质是客户利益至上,合作共赢,长期做好的服务,接受这理念渗透融入到每一名员工的灵魂深处后,外化出来的日常行为习惯。地讲,就是客户能否在你这里寻找到物超所值的感觉。如果能寻找到这种感觉,那就说明企业的理念落地了。我们沧州欧创机床附件附件公司让每一位员工感觉服务于用户就是我们的责任。
钢板防护罩折弯技术
钢板式防护罩折弯技术:当孔为方孔和平行于弯曲方向的长圆孔时,长圆孔距折弯边小距离 3.2折弯加工工艺 3.2.1说明:厂内所拥有的折床以及折弯模具可达到的折弯加工尺寸范围:大可折出500mm折边(如是盒形,另两边不可大于150mm,如大于150,则需要在设计时进行结构拆分),小可折出5mm折边(T0.4~1.0mm)。钢板式防护罩在设计的时候要注意所绘的尺寸必须在以下图表的尺寸范围内,否则会造成折弯交涉,导致加工变形或难以加工。 钢板式防护罩在过去几年中,防护罩加工业在机床和模具方面出现了多项技术进步,如今机床可以冲压、切割和弯曲而且速度和精度超出了人们的预想。钢板式防护罩然而,无论新技术多么,钣金加工厂的折弯车间或工段都会遭遇一些瓶颈问题,甚至连的工厂也不能幸免。这些问题虽不能归咎于某一个原因,金属加工厂却可以进行多方面的改进,这些改进有助于缩短冗长的准备时间、提率和增强综合生产能力。钢板式防护罩加工厂现在面对一个难题:大部分加工任务批量小、公差紧, 每个班次进行15次工装调整是司空见惯的,而在许多工厂远不止这个数目。擅长于复杂折弯机加工准备的技师越来越紧俏,因此工厂大多依赖于操作工人自己完成折弯机的准备和操作。

钢板防护罩的产品特点:
01 抗磨损、密封性好 02 结构合理、高速运行 03 防尘、防铁削、防冷却液
04 外形美观 05 坚固耐用 06 根据客户要求可上防滑板可踩踏
07装载拉筋或滑道的护罩每片可连发同动,完全不同于一般护罩一片接一片拉动式,因此噪音较低。
08装载拉筋或滑道的护罩可以增长使用寿命。
09钢板防护罩装置可使护罩移动速度升到120m/min及承受更高的G值(2G)。
10钢板防护罩装置拉筋或滑道使护罩同动且平行(避免了一般减力式防护罩仍有蛇行的缺点)。
加工方式:图纸加工、来样加工、根据客户提供数据、上门测量等

钢板防护罩适用于数控机床,加工中心,组合机床及各种机床在各个传动方向上导轨的防护罩,它不但具有防尘屑防冷却液等功能,而且还能增加机床的封闭性,同时根据各用户不同需求开发了低速、中速、高速钢板伸缩式防护罩。
产品特点
01 抗磨损、密封性好
02 结构合理、高速运行
03 防尘、防铁削、防冷却液
04 外形美观
05 坚固耐用
06 根据客户要求可上防滑板可踩踏
钢板防护罩具有密封好,能防铁屑、防冷却液,防工具的偶然事故。我厂钢制伸缩式导轨防护罩能够习惯现代机床对高科技、正确的装置方位、高运转速度等方面不断进步的需求。为避免手指误经过而形成损伤时,其开口宽度:直径及边长或椭圆形孔的短轴尺度应小于12.5mm,安全间隔应不小于92mm。它在在轨道上的滑行属性可以通过使用的滑基础上又加盖了一层不锈钢盖板,防止铁屑高温胶条擦入轨面拉伤导轨。
机床导轨护板为的2-3mm厚钢板冷压成形而成,根据要求也可以为不锈钢的。的表面磨光会使其另外升值。机床导轨护板的生产厂家可以为所有的机床种类提供相应的导轨防护类型(水平、垂直、倾斜、横向)。根据运行速度及导轨的不同研制的机床导轨护板结构也不同。运行速10m/min之下的装有聚安脂或黄铜滑块。中等速度30m/min之下的装有滚轴。另外驱动板、刮屑板及吸屑板之间还需要用缓冲系统。滑块缓冲系统的目的是减少碰撞、噪音及摩擦。机床导轨护板的节数对其比例、重量及运行特性都很重要。每个单节都应尽可能的长,这样可以减少节数,降低成本。一般情况大拉伸与小压缩比例应在3:1 和5:1之间。
根据运行速度及导轨的不同我们所研制的防护罩结构也不同。运行速度10m/min之下的我们装有聚安脂或黄铜滑块。中等速度30m/min之下的我们装有滚轴。另外驱动板、刮屑板及吸屑板之间还需要用缓冲系统。滑块缓冲系统的目的是减少碰撞、噪音及摩擦。 钢制伸缩式导轨防护罩为的2-3厚钢板冷压成形而成,根据要求也可以为不锈钢的。的表面磨光会使其另外升值。 机床导轨防护罩的主要优势有:
1、低速运动的平稳性:低速运动时,作为运动部件的动导轨易产生爬行,进给运动的爬行,将提高被加工表面的外表粗糙度值,故要求导轨低速运动平稳,不产生爬行,这对于高精度机床尤其重要。可以提高导轨低速运动时的稳定性,从而提高机床加工精度。2、导向精度高:导向精度主要是轨沿支承导轨运动的直线度或圆度。影响导向精度的主要因素有:导轨的几何精度、导轨的接触精度、导轨的结构形式、数控机床动导轨及支承导轨的刚度和热变形、装配质量以及动压导轨和静压导轨之间油膜的刚度。3、工艺性好:设计导轨时,要注意到制造、调整和维修方便;力求结构简单、工艺性好及经济性好。导轨是进给系统的重要环节,机床的基本结构要素,导轨的作用是导向和支承。数控机床机床的加工精度和寿命在很大水平上取决于机床导轨的质量。与普通机床导轨相比,数控机床导轨有更高的要求:如高速进给时不振动、摇臂钻床低速进给时不爬行、具有高的灵敏度、能在重载下临时连续地工作、耐磨性高、精度坚持性好等。4、足够的刚度:要有足够的刚度,保证在载荷作用下不产生过大的变形,从而保证各部件间的相对位置和导向精度。5、耐磨性好及寿命长:导轨的耐磨性决定了导轨的精度坚持性。动导轨沿支承导轨面临时运行会引起导轨的不均匀磨损,摇臂钻床破坏导轨的导向精度,从而影响机床的加工精度。
http://ouchuangfujian.b2b168.com

















