防护部位导轨
是否批发是
适用机器所**械
是否有现货都是定做产品
几件算是批发一件也是批发价
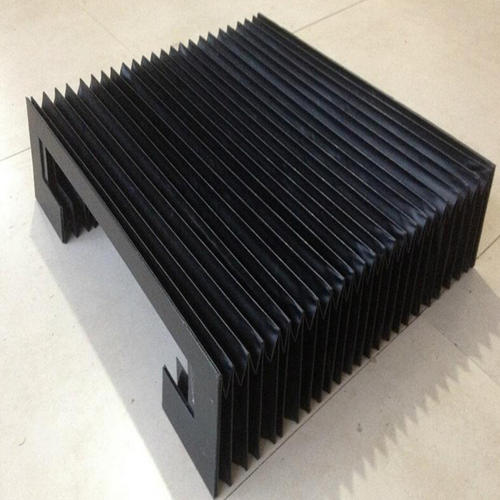
风琴防护罩生产厂家的风琴伸缩护罩是很常见的几种机床导轨防护罩之一,在机床防护领域的使用十分的普遍。风琴防护罩生产厂家的风琴伸缩护罩以其优良的防护性能和坚固耐用而**,具有压缩小、行程长的特点,外用三防布,内加PVC板支撑,边缘则用不锈钢板夹护。风琴防护罩生产厂家的风琴伸缩护罩外壳用不锈钢材料制成的自动伸缩式防护带,是由外壳、弹簧轴、和纤维布或钢带等组成。风琴防护罩生产厂家的风琴伸缩护罩外壳是用不锈钢或冷轨板制成,并经表面防腐处理,内部结构是经过热处理钢带组装而成,风琴防护罩生产厂家的风琴伸缩护罩的结构严紧,合理、无嗓音,适合空间小、行程大、且运动快的机床设备使用。
所有的柔性风琴式防护罩均可以水平、竖直或横向使用,保证运行平稳且无噪音。通过使用厚度小的原材料可以使其压缩达到现代机械狭小工作空间的要求。(它的行程压缩比可达10:1)
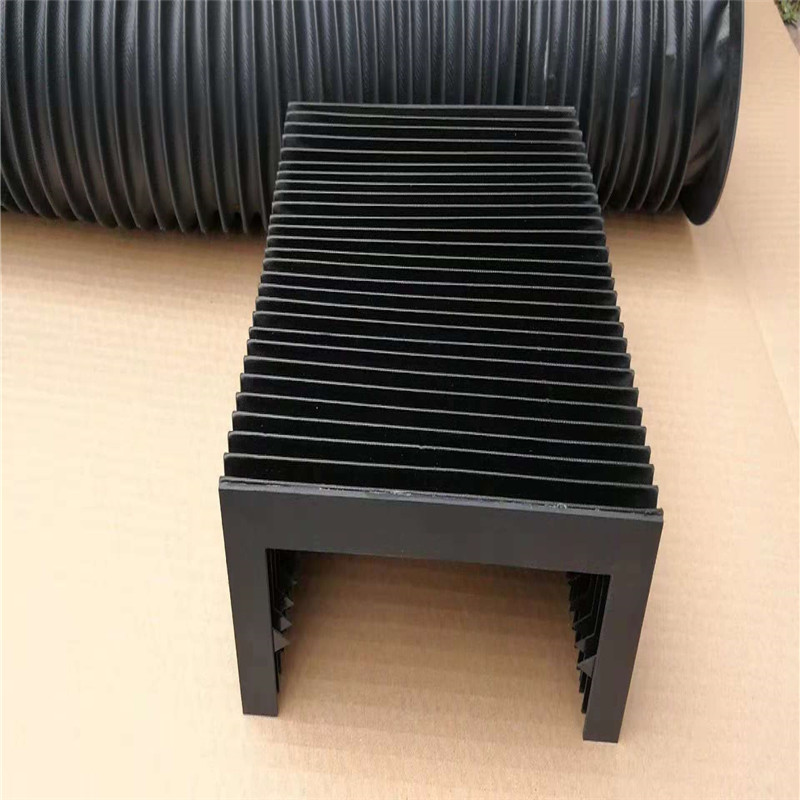
雕刻机风琴防护罩的表面光滑、造型规则、外观优美,为机床的整体造型增添了无限色彩。所以说,它在为您的机床提供实用性保护的同时,也为机床增加了更多视觉上的美感,使机床的整体价值得到了提升。
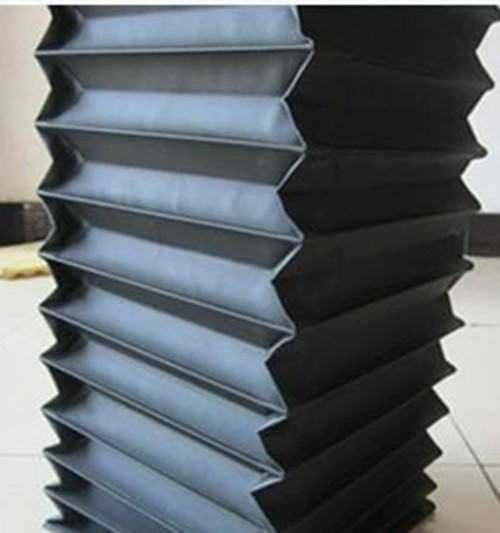
激光及等离子切割机的发展应用对原材料的耐温要求特别高,瞬间接触温度高达1000℃以上。
现在的加工中心多用有腐蚀性的乳化剂进行冷却,并且有高速高温的铁屑冲击导轨。因此,除了要有合适的原材料制作风琴式防护罩以保护导轨不受侵蚀,有时还需要加装盔甲片以保护风琴式防护罩不被损坏。伺服电机的使用使加工机械的速度越来越高,有时可高达180米/钟,就需要抗拉扯但重量轻的材料进行防护。
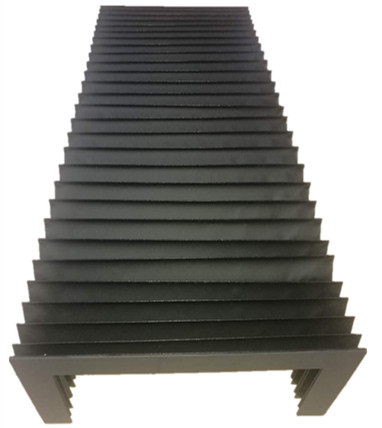
另外,风琴式防护罩在医药、测量、自动控制及食品技术等领域的应用也越来越广泛。
风琴式防护罩也越来越广泛的应用于汽车生产装配线的升降台上。有几平米大的风琴式防护罩完全可以满足其高精度、平稳运行的要求。
技术参数风琴式防护罩是可以任意组合的产品系列,它的基本构成单元是在每折下面都装有一个起到支撑稳定作用的PVC骨架,此PVC骨架可以通过两种加工方式与外部的三防布紧密相连。其原材料、外形、加工方式及尺寸大小都可以根据实际防护情况而定。
机床防护罩是安装于机床上,用于保护机床的表面不受外界的腐蚀和破坏,另外,也可以防止机床在加工过程中产生大量的废屑和冷却液对加工区域的污染,现有技术中的机床防护罩具有多种类型,长期使用后防护罩自身会被污染,而且灵活性也不好,使用不方便。防护罩的外壁与*二防护罩的内壁相契合,防护罩表面两侧设有导轨,导轨两端边缘处设有卡口,*二防护罩内壁两侧设有与到相适应的导轨槽,*二防护罩表面设有视窗,但是其灵活性还不够,而且没有把手,不方便操作,另外,导轨两端边缘处设有卡口不能实现两个防护罩张开。技术实现要素本实用新型的目的在于提供一种实用性机床防护罩,以解决现有技术中导致的上述多项缺陷之一。
为实现所述实用新型目的,本实用新型采用如下技术方案:一种实用性机床防护罩,包括防护罩和*二防护罩,防护罩的外壁与*二防护罩的内壁相契合,防护罩外壁两侧设有导轨,*二防护罩内壁两侧设有与导轨相适应的导轨槽,防护罩内壁远离*二防护罩一端的两边分别铰接有挡板,挡板可与防护罩的外壁表面贴合,*二防护罩内壁靠近防护罩一端的两边分别设有挡块;*二防护罩外壁上设有把手;防护罩靠近*二防护罩的一端设有安装座,安装座上设有安装孔,且其内壁设有照明装置;进一步地,所述挡板与挡块接触的一侧设有控制照明装置的行程开关;
进一步地,所述挡板的厚度小于导轨槽的厚度;进一步地,所述防护罩和*二防护罩为弧形透明防护板;

对导轨风琴式防护罩的保养一个熟练的操作人员,必须在了解加工零件的要求、工艺路线、机床特性后,方可操纵机床完成各项加工任务。因此,整理几项操作要点供参考:
1.为了简化定位与安,夹具的每个定位面相对加工中心的加工原点,都应有的坐标尺寸。
2.为保证导轨风琴式防护罩零件安装方位与编程中所选定的工件坐标系及机床坐标系方向一致性,及定向安装。
3.能经短时间的拆卸,改成适合新工件的夹具。由于加工中心的时间已经压缩得很短,配套夹具的装卸不能占用太多时间。
4.夹具应具有尽可能少的元件和较高的刚度。
5.夹具要尽量敞开,夹紧元件的空间位置能低则低,安装导轨风琴式防护罩夹具不能和工步轨迹发生干涉。
6.保证在主轴的行程范围内使工件的加工内容全部完成。
7.对于有交互工作台的加工中心,由于工作台的移动、上托、下托和旋转等动作,夹具设计必须防止夹具和机床的空间干涉。
8.尽量在一次装夹中完成所有的加工内容。当非要更换夹紧点时,要特别注意不能因更换夹紧点而破坏定位精度,必要时在工艺文件中说明。
9.夹具底面与工作台的接触,夹具的底面平面度必须保证在0.01—0.02mm以内,导轨风琴式防护罩表面粗糙度不大于Ra3.2um。
http://ouchuangfujian.b2b168.com